
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Was sind die Arbeitsschritte im Schalenformprozess?
Maskenformguss ist ein Gießverfahren zur Herstellung von Gussteilen mit dünner Maskenform, das sich auch ideal für die Produktion mittlerer bis hoher Stückzahlen eignet. Ähnlich wie beim Sandguss wird dabei geschmolzenes Metall in eine entbehrliche Form gegossen. Der Schalenguss wurde 1943 von German J. Cronin erfunden. Er wurde erstmals 1944 in Deutschland verwendet und begann nach 1947 in anderen Ländern verwendet zu werden.
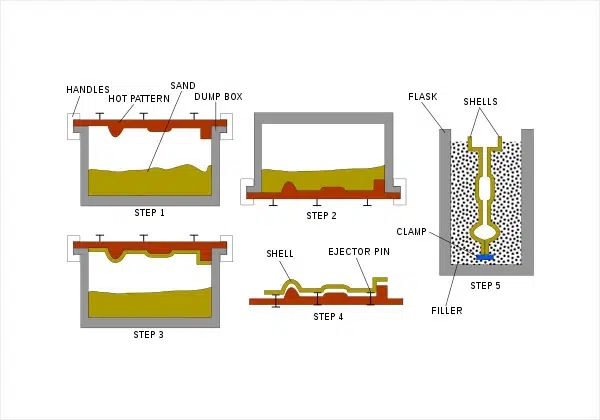
Was sind die Arbeitsschritte im Schalenformprozess?
Eine Art wärmehärtender Formsand (mit Phenolharz beschichteter Sand) wird verwendet, um die auf 180–280 °C erhitzte Metallschablone zu bedecken, um sie zu einer dünnen Schale zu härten (die Dicke der Schale beträgt im Allgemeinen 6–12 mm), und dann Die Schale wird erhitzt und verfestigt, um eine ausreichende Festigkeit und Steifigkeit zu erreichen. Daher können die Ober- und Unterschale mit Klemmen geklemmt oder mit Harz verklebt werden, und die Form kann ohne Sandkasten geformt werden. Die Heiztemperatur der Gießmetallschablone beträgt etwa 300 ° C, und der verwendete Formsand ist Harzsand. dh Harzsand mit Phenolharz als Bindemittel. In ähnlicher Weise kann der Kern durch das obige Verfahren zu einer dünnen Schale verarbeitet werden, und das Kippeimerverfahren wird üblicherweise verwendet, um die dünne Schalenform herzustellen. Das Blasverfahren wird üblicherweise bei der Herstellung von dünnen Schalenkernen verwendet.
Herausgegeben von Santos Wang von Ningbo Zhiye Mechanical Components., Ltd.
E-Mail: santos@zy-casting.com
Tel: 86-18958238181
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie